Strojárska výroba
Nástrojáreň ponúka konštrukciu, výrobu, opravy a údržbu:
- Formy pre lisovanie termoplastov a termosetov
- Nástroje pre plošné a objemové tvárnenie
- Zváracie, bodovacie, stehovacie, polohovacie, vŕtacie, závitovacie, frézovacie, upínacie, montážne, nitovacie prípravky ...
Nástrojáreň ďalej ponúka:
- Výrobu strojárskych súčiastok
- Mikronávaranie atď.
Okrem klasických obrábacích strojov nástrojáreň disponuje aj nasledujúcimi technologickými zariadeniami:
- Kopírovacia frézka: Deckel KF2S
- CNC frézka: FNG 40 CNC
- Obrábacie centrá: Hedelius C60, Mikron VCP 800 W DURO
- Súradnicové vŕtacie a vyvrtávacie stroje: BKoE 400x630/2 PA2, BKoE 630x1000/1 PS2
- Brúsky: Brand 500, Geibel Hotz FS 640 Z SD
- Tvarová súradnicová brúska: Hauser S3
- Elektroerozívne hĺbičky: AgieCharmilles FO 350 S, Agie Agietron 1U, Charmilles Roboform 200, Agie Agietron 3U
- Elektroerozívne drôtové rezačky: Agie Charmilles AC Classic V3, Agie Agiecut Sprint 20, Agie Agiecut 100 D, Charmilles Robofil C 440
- Elektroerozívny vŕtačko-frézovací stroj: Drill 11
- 3D merací stroj: DEA Global Classic
- Mikronávarovacia jednotka: MicroSpot
Konštrukcia nástrojárne využíva nasledovné programové vybavenie:
1. UNIGRAPHICS NX11: 3D CAD/CAM systém
- Mold Wizard: modul pre tvorbu elektród a konštrukciu foriem
- Manufacturing: modul pre tvorbu NC programov
2. SOLID EDGE: 3D CAD systém
3. AUTODESK INVENTOR: 3D CAD systém
4. AutoCAD, AutoCAD Mechanical: 2D CAD systém
5. PEPS 8.2: Tvorba 2D NC programov pre elektroerozívne drôtové rezanie






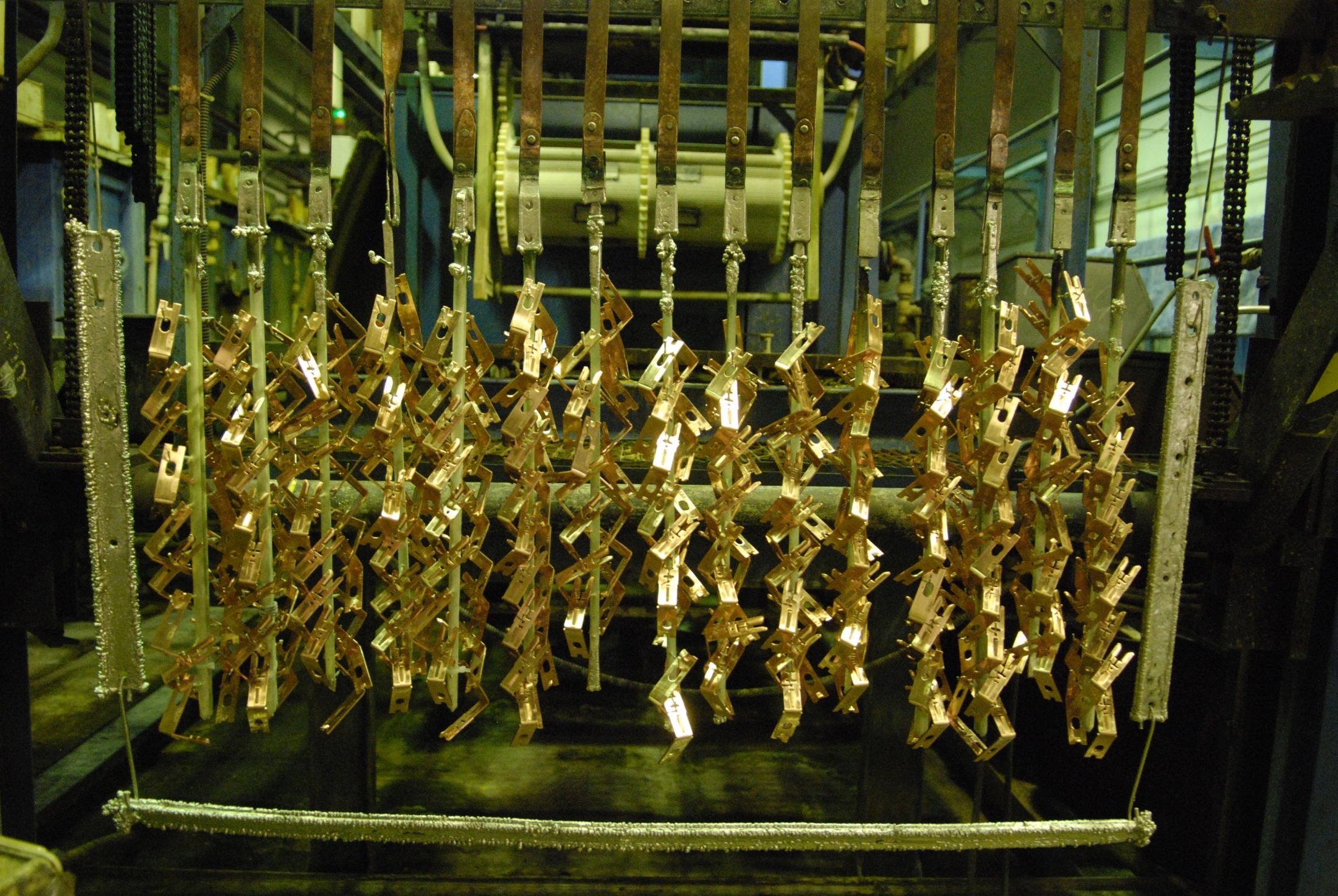
Povrchové úpravy
Z galvanických povrchových úprav vykonávame hromadné a závesné zinkovanie s následným modrým chromátovaním v automatickej linke č. 1.
V aut. linke č. 2 vykonávame hromadné a závesné cínovanie, niklovanie a striebrenie. V roku 2008 bola dokončená automatizácia procesu galvanických povrchových úprav a zvýšila sa kvalita výstupov.
Maximálne rozmery dielov: 1200 x 800 x 300 mm.

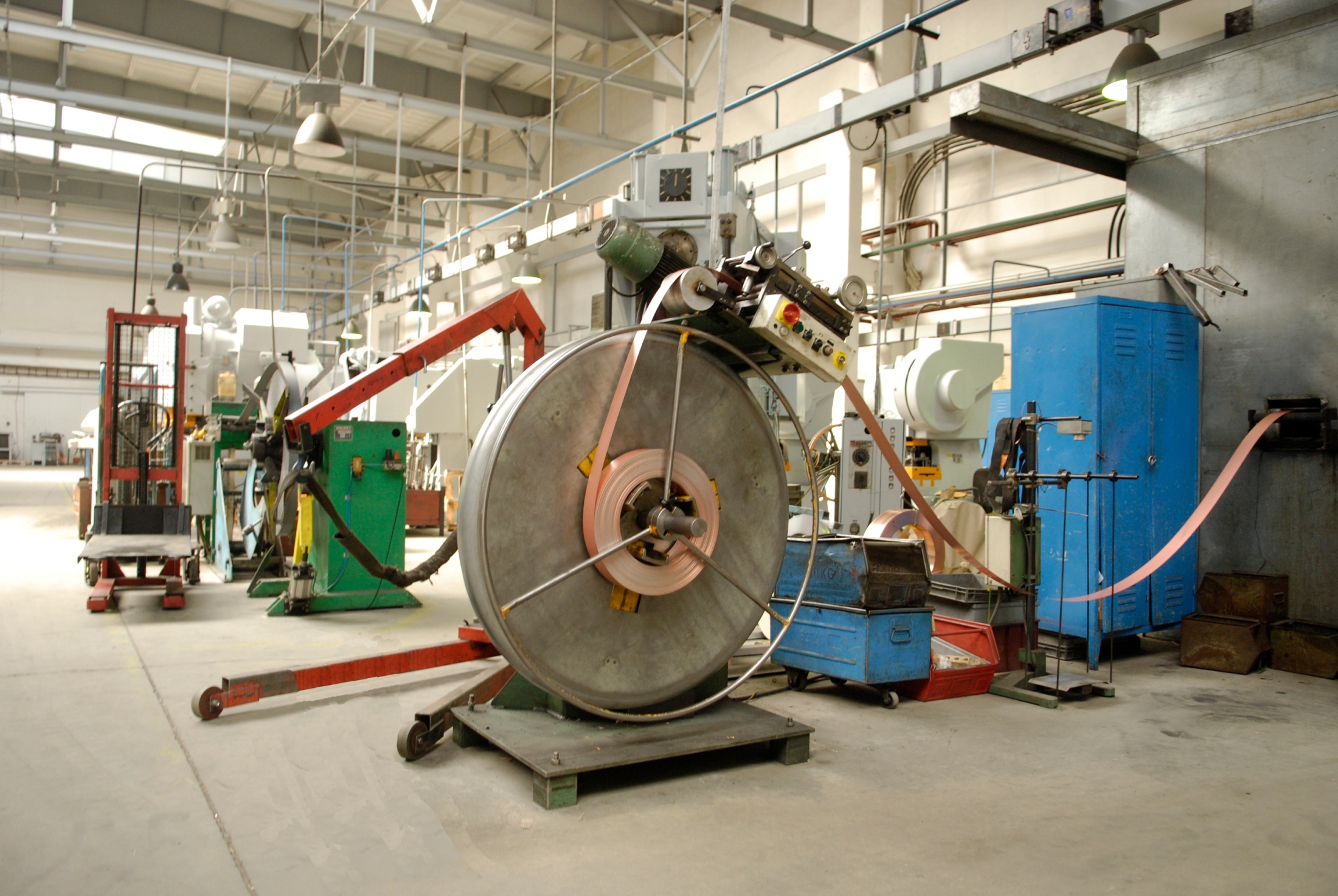
Lisovňa
Prvovýroba vyrába plošne tvárnené veľkosériové súčiastky, trieskovo opracované dielce, vykonáva povrchové úpravy galvanickým procesom a nanášaním farby na povrch súčiastok. Zaoberá sa aj zváraním plechových nádob a iných konštrukcií. Závod je schopný, v spolupráci s podpornými útvarmi, a.s., komplexne zabezpečiť výrobu súčiastky podľa dodaného výkresu.
Druhou alternatívou spolupráce je len výroba súčiastok po dodaní hotových prípravkov. Vyrábané sú na jednoduchých, postupových, zlúčených a združených nástrojoch pri spracovaní plechov a pásov z Fe, Cu, Ms, a AI hrúbky 0,1 až 8 mm.
Lisovňa kovov disponuje modernými rýchlobežnými automatmi BRUDERER BSTA 41 a BSTA 50, tvárniaco-montážnymi automatmi BIHLER GRM 50, tvárniacimi automatmi TALO 25 a klasickými excentrickými lisami pre výrobu veľkosériových dielcov do hrúbky pásu 2,5 mm a malosériových dielcov z plechu 2 - 8 mm až do hrúbky 15 mm s tvárniacou silou od 10 t do 160 t (LEN 10C, LEN 25C, A, LEN 63C, LEK 160, LEN 160F). Súčasťou prvovýroby je aj časť odporového zvárania podzostáv a zostáv.
Používajú sa pneumatické bodové zváračky 40 kVA a 80 kVA, pneumatické mikrobodovačky 4 kVA a 10 kVA.
Vybavenie pre zváranie Fe, Cu, Ms, Br, bimetálov a ich kombinácií.
NOVINKY:
- Lis LEN 160 F s rovnačkou a podávačom - lis s silou 160 t, kadenciou 55 zdvihov/min – pre dielce do hrúbky 4 mm a šírky pásu 200 mm
- Lis Burkhart EBU H63 s rovnačkou a rotačným podávačom - sila lisu 63 t, kadencia 45-140 zdvihov/min – pre dielce do hrúbky 2 mm a šírky pásu 200 mm.

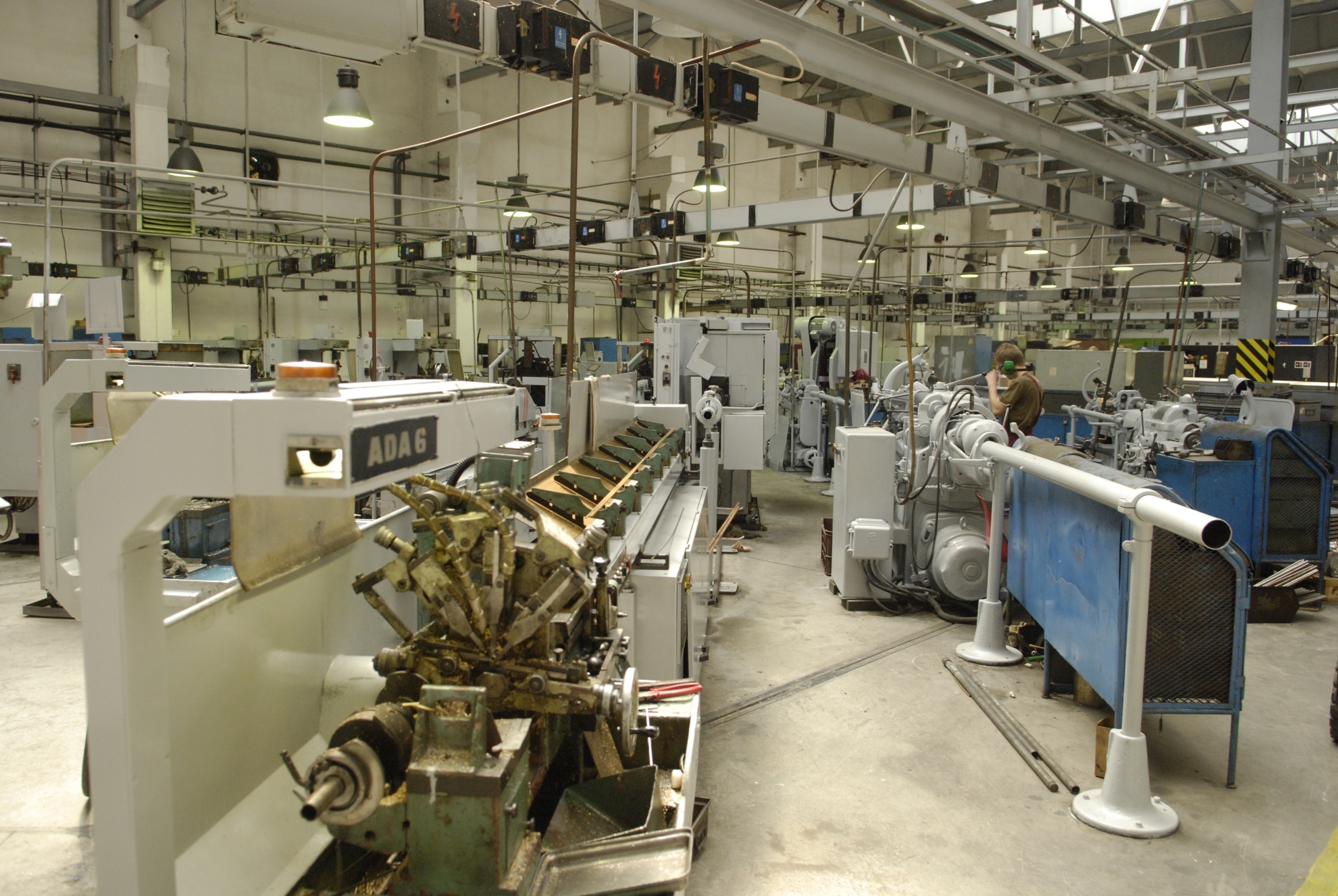
Obrobňa kovov
V obrobni sa súčiastky vyrábajú v závislosti od objemu a zložitosti dielcov. Klasickou technológiou sa vyrába na hrotových, revolverových a dokončovacích sústruhoch, frézkach, vŕtačkach, brúskach a závitorezkách. Hromadná výroba sa vykonáva na jednovretenových revolverových automatoch /A20, A2OB, A4OC/ a dlhotočných automatoch /AWA 4M, AWA 7, ADA 6, AWA 10, AWA 16, AWA 25 / ako aj na viacvretenových vysokovýkonných sústružníckych automatoch /TORNOS SAS 16 DC/.
Výroba trubkových nitov sa vykonáva v JUS. Priebežné brúsenie sa vykonáva na bezhrotových brúskach 3M 182, BB 10. Presné tvarové dielce charakteru sériovej výroby sa vyrábajú na skľučidlových a revolverových NC sústruhoch, SPRY 40 NC/. Okrem obrábania je to tiež produktívna technológia pre výrobu závitov a závitových kolies pomocou sústruženia a čiastočne priebežného spôsobu /UPW 12,5.1, UPW 31,5.1 00/.
NOVINKY:
Automat ESOMATIC D2 Speed – určený na výrobu rotačných dielcov z maximálneho drôtu D3 – vrátane rotačnej rovnačky a rotačných nožov.


Zvarovňa
Mnoho zostáv, hlavne z oblasti VN prístrojov, sa zvára. Zváranie nádob a ďalších konštrukcií sa vykonáva hlavne na polomatických zváracích strojoch metódou MIG - MAG v atmosfére CO2 alebo mixu.
Nízkouhlíkové ocele sú zvárané plynom.

Montáž výrobkov
- Montážní práce na vysokonapěťových zařízeních
- Montáž elektrických zařízení (domácí instalační materiál): vypínače, zásuvky a spínače Pojistky a příslušenství
- Montáž se obvykle provádí ručně s použitím různých přípravků a nástrojů nebo na polosamostatných strojích.
- Montážní práce jsou prováděny převážně ženami, protože se jedná o drobné součástky.
- Součástí montáže je výroba podsestav, testování, popisování a balení.

